
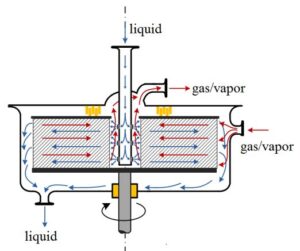
Fig. Scheme of phases flow in rotating packed beds unit
The process of gas absorption (absorption/dissolution) in liquids is one of the most frequently performed unit operations in chemical engineering in the industry. This is a basic method for separation of gaseous mixtures realised through the use of the dedicated absorbent and selection of equipment and process parameters.
At present in the industry the absorption process is generally conducted in the absorption columns with packed bed. The growing economic / environmental pressure forces the development of new absorption technologies, which include the rotating packed bed (RPB) technology.
In the RPB absorber the liquid is brought into the centre of the rotor and under the influence of centrifugal force it flows through the packed bed radially outside. The centrifugal force (10÷1000 times higher than the gravity force) forces the flow of the liquid through the packed bed in the form of film or drops formed as a result of multiple atomisation. The absorbed gas is delivered to the external zone of the rotor, what forces the flow through the rotating packed bed and counter-flow contact with absorbent.
Despite the threshold of the technological maturity required by the industry is crossed, the RPB absorbers are still viewed as a “novelty” and the number of commercial applications is small – but quickly growing, e.g. there are reports of the commercial application of the RPB by Glitsch Inc. and Down Chemical Company.
The RPB devices can be used as multipurpose ones – due to their adaptability to the changing working conditions and the possibility of the design of rotors dedicated to the specific applications.
The application area of the RPB devices is wide and includes, among other things, the following:
absorption
distillation
heat exchange
precipitation
For example, with the proper selection of constructional materials and process conditions, the RPB can be used for the most industrial absorption processes of gaseous substances (NOx, SOx, H2S, CO2, acetone, ammonia, butadiene, benzene, chlorides etc.) in liquids.
Over recent years, in the chemical sector, the needs for universal apparatus, i.e. with a wide application range, and for innovative production concepts, offering the improvement of energy efficiency and economic effectiveness, has increased significantly.
The RPB devices offer all above-mentioned benefits. The centrifugal force inside the rotating packed bed is a promoter of turbulence of the liquid phase, which leads to the significant increase of mass penetration coefficient. As a result, the height of theoretical shelf is only 0,01÷0,02 m, which reduces the apparatus volume by 2÷3 orders of magnitude in relation to conventional packed bed columns! Additionally, the advantages of the RPB absorbers include:
high flexibility due to a wide range of working conditions,
high performance / throughput,
modular structure, which can be easily converted to another application,
limitation of energy consumption!
All afore-mentioned features allow reductions of investment and operation costs of absorption plants. The additional important argument in favour of the application of RPB absorbers is the consumption limitation of absorbing substances, which has a positive impact on the environment.
Fig. Scheme of phases flow in rotating packed beds unit
The process of gas absorption (absorption/dissolution) in liquids is one of the most frequently performed unit operations in chemical engineering in the industry. This is a basic method for separation of gaseous mixtures realised through the use of the dedicated absorbent and selection of equipment and process parameters.
At present in the industry the absorption process is generally conducted in the absorption columns with packed bed. The growing economic / environmental pressure forces the development of new absorption technologies, which include the rotating packed bed (RPB) technology.
In the RPB absorber the liquid is brought into the centre of the rotor and under the influence of centrifugal force it flows through the packed bed radially outside. The centrifugal force (10÷1000 times higher than the gravity force) forces the flow of the liquid through the packed bed in the form of film or drops formed as a result of multiple atomisation. The absorbed gas is delivered to the external zone of the rotor, what forces the flow through the rotating packed bed and counter-flow contact with absorbent.
Despite the threshold of the technological maturity required by the industry is crossed, the RPB absorbers are still viewed as a “novelty” and the number of commercial applications is small – but quickly growing, e.g. there are reports of the commercial application of the RPB by Glitsch Inc. and Down Chemical Company.
The RPB devices can be used as multipurpose ones – due to their adaptability to the changing working conditions and the possibility of the design of rotors dedicated to the specific applications.
The application area of the RPB devices is wide and includes, among other things, the following:
absorption
distillation
heat exchange
precipitation
For example, with the proper selection of constructional materials and process conditions, the RPB can be used for the most industrial absorption processes of gaseous substances (NOx, SOx, H2S, CO2, acetone, ammonia, butadiene, benzene, chlorides etc.) in liquids.
Over recent years, in the chemical sector, the needs for universal apparatus, i.e. with a wide application range, and for innovative production concepts, offering the improvement of energy efficiency and economic effectiveness, has increased significantly.
The RPB devices offer all above-mentioned benefits. The centrifugal force inside the rotating packed bed is a promoter of turbulence of the liquid phase, which leads to the significant increase of mass penetration coefficient. As a result, the height of theoretical shelf is only 0,01÷0,02 m, which reduces the apparatus volume by 2÷3 orders of magnitude in relation to conventional packed bed columns! Additionally, the advantages of the RPB absorbers include:
high flexibility due to a wide range of working conditions,
high performance / throughput,
modular structure, which can be easily converted to another application,
limitation of energy consumption!
All afore-mentioned features allow reductions of investment and operation costs of absorption plants. The additional important argument in favour of the application of RPB absorbers is the consumption limitation of absorbing substances, which has a positive impact on the environment.